Inspeção por iris
Inspeção por IRIS (Internal Rotary Inspection System)
A inspeção por IRIS (Internal Rotary Inspection System) é uma das técnicas ultrassônicas mais consagradas e precisas para medição de espessura interna de tubos, especialmente em trocadores de calor, caldeiras, condensadores e vasos de pressão.
Ela é amplamente utilizada em indústrias petroquímica, energética e de papel e celulose, devido à sua alta resolução, confiabilidade e caráter quantitativo.
Princípio de Funcionamento do IRIS
O IRIS (Internal Rotary Inspection System) é uma técnica ultrassônica baseada em medição de tempo de voo (A-scan), realizada internamente aos tubos, com auxílio de água como meio de acoplamento e refrigeração.
- Um transdutor ultrassônico imerso em água emite ondas longitudinais perpendiculares à parede do tubo;
- Um espelho rotativo (movido por um fluxo d’água) direciona o feixe de ultrassom 360° ao redor da parede interna;
- As ondas refletem nas superfícies interna e externa do tubo;
- O sistema mede o tempo entre esses ecos, calculando a espessura metálica em cada ponto;
- A varredura contínua cria um mapa 3D de espessura e corrosão.
A água é essencial, pois atua como acoplante ultrassônico e como meio de rotação do espelho.
Aplicação em Equipamentos Industriais
A técnica IRIS é ideal para tubos metálicos de pequeno e médio diâmetro (8,5 a 100 mm), presentes em:
- Paredes d’água de caldeiras;
- Trocadores de calor e condensadores;
- Evaporadores e aquecedores;
- Feixes tubulares em refinarias e plataformas offshore.
É aplicada internamente, após limpeza hidráulica dos tubos, utilizando um scanner axial automatizado que percorre todo o comprimento.
Características Técnicas e Desempenho
| Parâmetro | Valor típico |
|---|---|
| Modo de inspeção | Ultrassom longitudinal por tempo de voo (A-scan rotativo) |
| Tipo de acoplante | Água (essencial para propagação da onda) |
| Espessura típica inspecionável | 2 a 12 mm |
| Precisão de medição | ±0,05 mm |
| Resolução angular (rotação) | 0,5° a 1° |
| Velocidade de varredura | ~200 a 500 mm/s |
| Defeitos detectáveis | Corrosão uniforme, pitting, erosão, desgaste interno/externo |
| Limitação principal | Requer superfície limpa e cheia de água (sem bolhas ou incrustações pesadas) |
O IRIS gera um perfil detalhado da parede do tubo, permitindo determinar perda metálica e espessura mínima remanescente com precisão metrológica.
Tipos de Dados Gerados
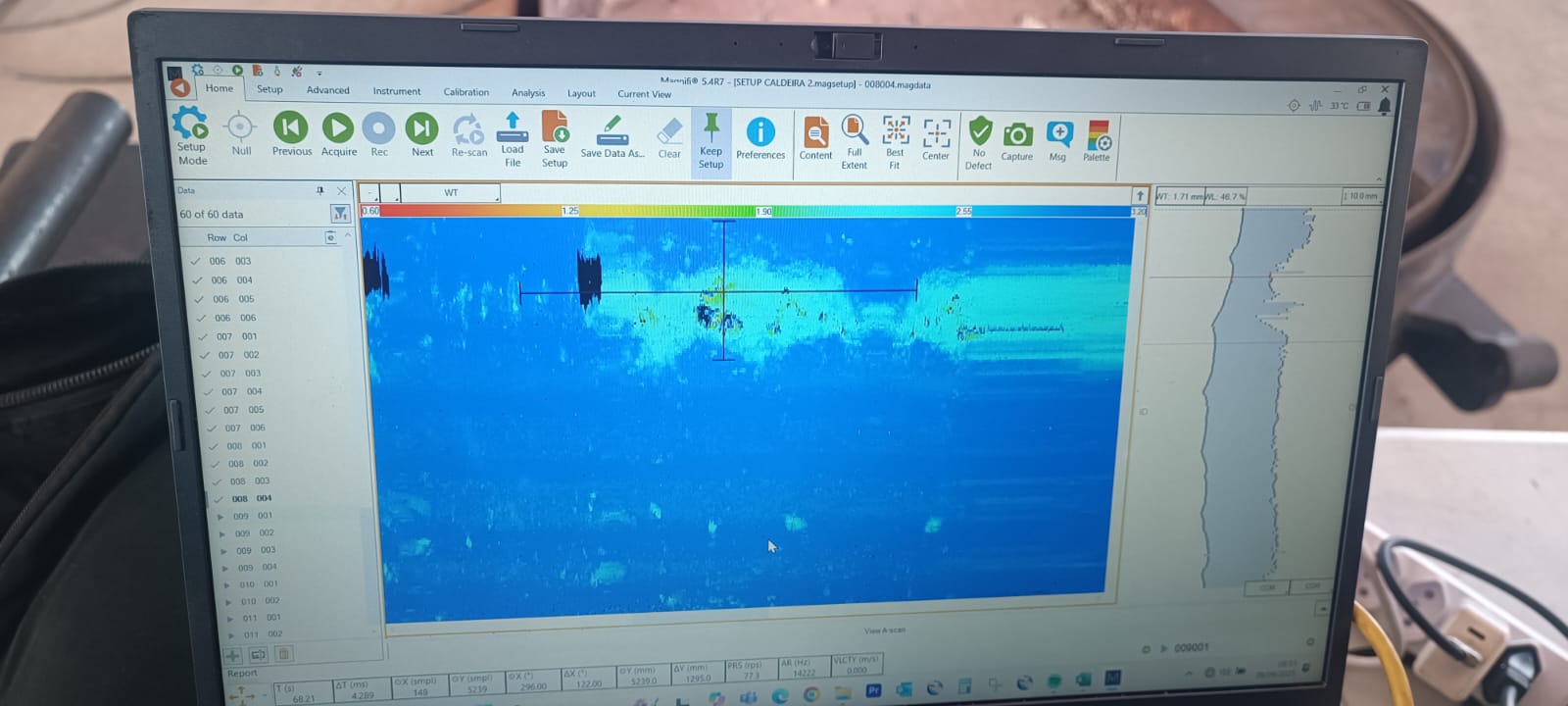
O sistema IRIS produz três visualizações principais:
- A-Scan – sinal ultrassônico individual (tempo de voo e amplitude);
- B-Scan – corte longitudinal do tubo (perfil da parede ao longo do comprimento);
- C-Scan – mapa 2D colorido (espessura ao longo da circunferência e comprimento);
O resultado é um registro digital completo, permitindo:
- Cálculo da espessura mínima e média;
- Identificação precisa de pittings e corrosões localizadas;
- Comparação com inspeções anteriores (monitoramento de degradação).
Vantagens Técnicas da Inspeção por IRIS
| Categoria | Vantagem |
|---|---|
| Alta precisão | Mede espessura com exatidão milimétrica, ideal para cálculos de integridade mecânica; |
| Cobertura total | 360° da circunferência do tubo e todo o comprimento; |
| Quantitativa | Fornece valor real de espessura remanescente (não apenas sinal de defeito); |
| Versátil | Detecta corrosão interna, externa, erosão e pittings; |
| Registro digital completo | Dados armazenados para auditoria e tendência; |
| Repetibilidade | Resultados comparáveis entre inspeções sucessivas; |
| Sem radiação | 100% seguro, aplicável em áreas sensíveis. |
Comparativo com Outras Técnicas
| Técnica | Característica | Limitações |
|---|---|---|
| IRIS | Medição direta e precisa de espessura | Requer água e limpeza interna do tubo |
| ECT (Eddy Current) | Detecta trincas e corrosão em tubos não ferrosos | Não fornece espessura quantitativa |
| RFT (Remote Field Testing) | Funciona em tubos ferromagnéticos | Resolução mais baixa que IRIS |
| Técnica | Característica | Limitações |
|---|---|---|
| MFL (Magnetic Flux Leakage) | Detecta corrosão, rápida cobertura | Menor precisão em espessura absoluta |
| UT convencional | Pontual e quantitativo | Lento e sem cobertura total |
Assim, o IRIS é o método de referência (padrão-ouro) para medição de espessura em tubos, sendo normalmente usado para validação dos resultados de outras técnicas (ECT, MFL, RFT etc).
Vantagem Específica em Caldeiras e Trocadores
Nas paredes d’água de caldeiras e feixes tubulares, o IRIS é extremamente valioso porque:
- Mede com alta precisão em tubos finos (0,8–2 mm);
- Detecta pitting interno de corrosão por oxigênio;
- Quantifica erosão na entrada e saída de gases quentes;
- Fornece dados para cálculos de mecânica da fratura e FFS (Fitness For Service);
- Permite planejar substituições pontuais em vez de trocas completas.
Limitações e Cuidados Operacionais
Apesar das vantagens, o IRIS requer:
- Limpeza rigorosa (sem incrustações, óxidos ou bolhas de ar);
- Enchimento constante com água limpa;
- Operadores qualificados para calibração e interpretação de eco múltiplo.
Mesmo assim, os benefícios superam amplamente as limitações, e ele continua sendo o método de maior precisão para medição interna de tubos metálicos.
A inspeção por IRIS é a técnica ultrassônica mais precisa e quantitativa disponível para avaliação da integridade de tubos em caldeiras, trocadores e condensadores.
- Medição exata da espessura (±0,05 mm);
- Cobertura total 360° do tubo;
- Detecção de pittings, erosão e corrosão interna/externa;
- Registro gráfico e digital completo;
- Suporte direto a cálculos de integridade e vida útil remanescente.
IRIS é a ferramenta definitiva para controle dimensional e de corrosão em sistemas tubulares críticos, garantindo segurança, eficiência e previsibilidade em plantas industriais.